Фильтрующие элементы предназначены для тонкой фильтрации расплавов чёрных (серого, ковкого и высокопрочного чугунов; высокоуглеродистых и марганцовистых сталей) и цветных металлов (ТУ BY 191435984.001-2016) при производстве литья в разовые песчаные формы и кокиль.
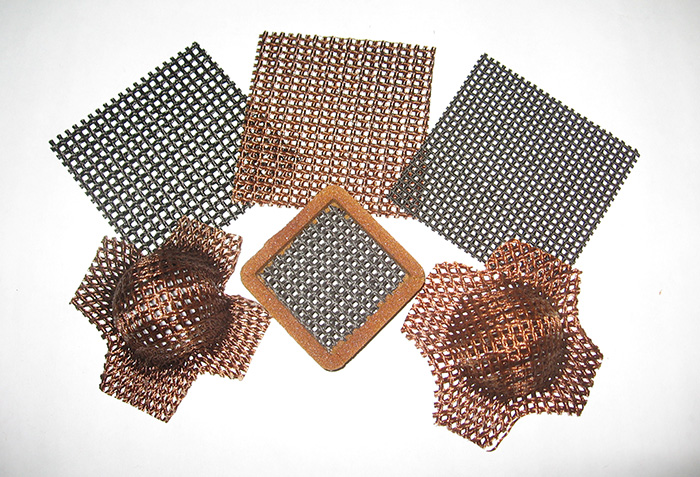
Фильтрующие элементы изготавливаются на основе кремнезёмной стеклоткани марки КС-11-ЛА со специальным покрытием, придающим фильтру жёсткость и термостойкость под воздействием расплава металла при температурах до 1600оС. Основа фильтра представляет собой сетчатую структуру с поверхностной плотностью 510-550 гр./см2 и размерами фильтрующих ячеек: 1,5×1,5мм; 2,0×2,0мм. По желанию потребителей фильтрующие элементы могут поставляться: в виде рулонов шириной до 0,8 м и длиной до 50 м; в виде квадратов или прямоугольников со сторонами от 50 до 300 мм, в виде фасонных изделий «колпачков».
Использование

Фильтрующие элементы могут располагаться как непосредственно под стояком, так и внутри литниковой системы перед полостью отливки. Чтобы исключить провисание фильтра во время заливки формы с металлоёмкостью свыше 100 кг, рекомендуется использовать фильтрующий элемент в виде прямоугольника со сторонами в пропорции 2/1 вместо квадратного элемента. Для установки фильтров таких размеров предусматриваются опорные (поддерживающие) элементы в нижней части конструкции металлоприёмника литниковой системы. Наибольший фильтрующий эффект достигается при использовании закрытых литниковых систем с дросселем (питателем) расположенным между фильтрующим элементом и отливкой.
Возможны также и другие варианты расположения фильтров: в центробежном шлакоуловителе по разъёму формы; вертикальное (горизонтальное) расположение в металлических формах для литья цветных сплавов.
Размер используемого фильтра по своему контуру должен быть на 10 — 15мм больше его же рабочей (контактной с металлом) поверхности. Это перекрытие необходимо для плотной фиксации фильтрующего элемента в разъёме формы.
Фасонные фильтровальные изделия в виде «колпачка» с горизонтальными лучами-ответвлениями, повторяющего форму заливочной чаши ( см. фото) устанавливается непосредственно на нее перед заливкой.
Фасонные фильтровальные изделия в виде «волана» с вертикальными лучами-ответвлениями, устанавливается в литниковую систему при реализации технологии литья по выплавляемым моделям, а также литейных технологий получения цветных сплавов под давлением.
Размеры и типы фильтрующих элементов зависят от следующих факторов:
- Вида и марки сплава
- Химсостава сплава и концентрации примесей в нём
- Технологии плавки и внепечной обработки
- Металлоёмкости формы
- Весовой скорости заливки металла в форму.
Типы фильтров:
Мы изготавливаем фильтры нескольких типов применительно к конкретных видам литейных сплавов:
Полифильтр серии ПСА — для реализации в технологиях литья алюминиевых и других видов цветных сплавов с температурами заливки до 950°С
Полифильтр серии ПСЧ — для литья всех марок чугунов с температурами заливки до1550°С
Полифильтр серии ПСС — для технологии фильтрации марганцовистых и и других марок сталей с температурой заливки не выше 1600°С.
Преимущества примения:
- снижение брака литья по неметаллическим шлаковым и газовым включениям
- улучшение структуры металлической матрицы и физико-механических свойств отливок
- использование фильтров данного типа не требует изменений в литниковых системах
- сетчатый фильтр не создает эффекта «захолаживания» при прохождении через него жидкого металла
- не требует дополнительных трудозатрат при финишных операциях и обработки возвратных материалов.